Well I bought a thing. My endless quest to learn how all things are made everywhere continues. After a winter of reading about all the different levels of ‘additive manufacturing’ I decided I just had to see what all the fuss was about. FDM plastic printing started to look a lot more versatile than I would have figured. Actual functional, structural parts that can survive (more or less) about as well as any injection molded part. At least that’s how I understand it, but I was intrigued enough to see for myself, and start some discussion about the results here.
Enter the Ender 3

Now I find myself with an Ender 3 v2. Most of what I consider best in life is ‘some assembly required’, and this is no different. I’m a machinist. I’ve trammed milling vises into square within +/- 0.001"-per-4" travel using hardly more than a piece of cigarette paper. Assembly and tuning of a 3d printer will not best me.
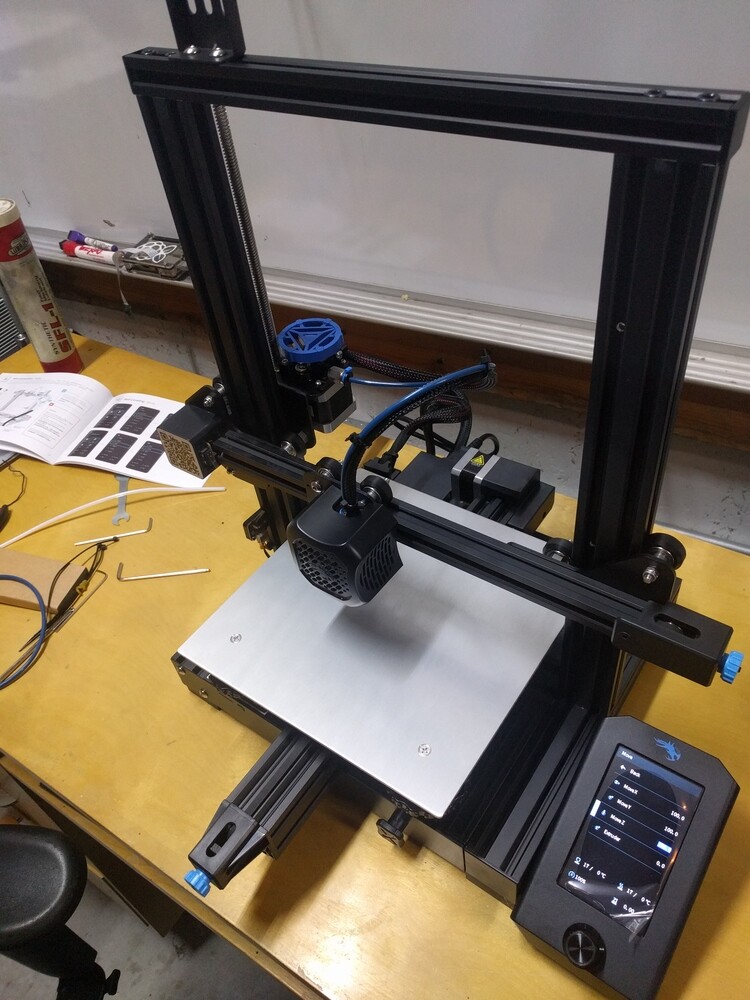
Initial setup went just fine. Google-translate written directions were a bit hard to follow in places but copious online posts and videos about these machines will get you through all the tricky parts. Not to belabor the specs of this specific machine too long, but I also added about $20 in upgrade parts that internet reviews considered pretty much essential to be installed with the machine first thing. A metal drive mechanism, flat wound bed springs, and a higher temp Bowden tube should head off several problems.
First prints
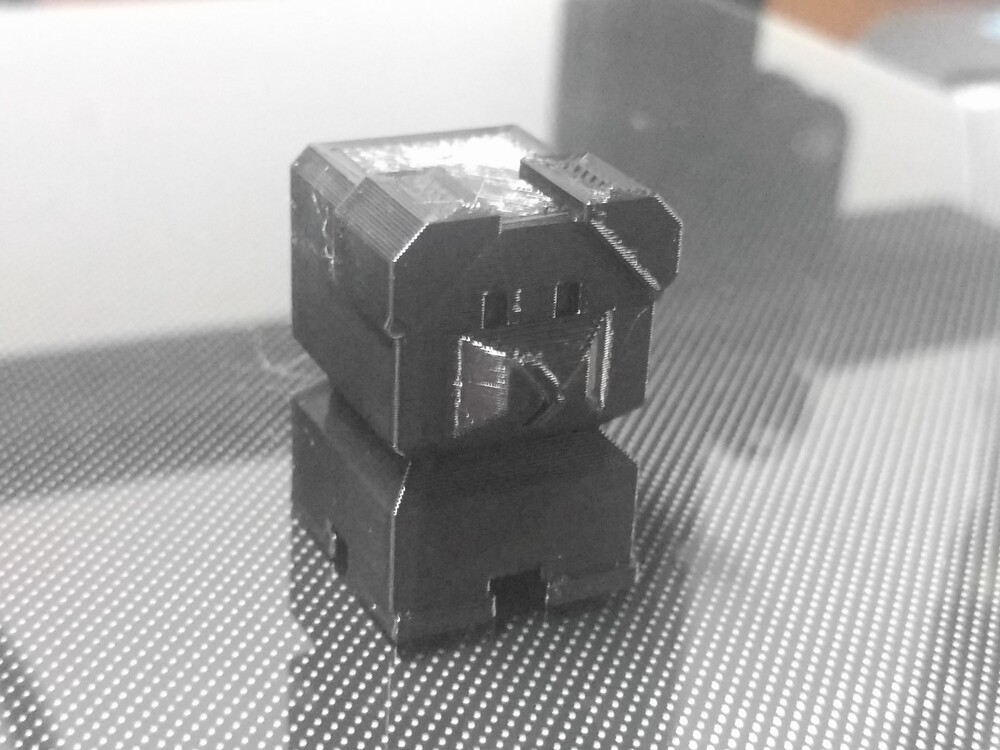
So with initial setup complete, bed levelled, and Ultimaker Cura installed as the slicer program, lets see what the total defaults look like:
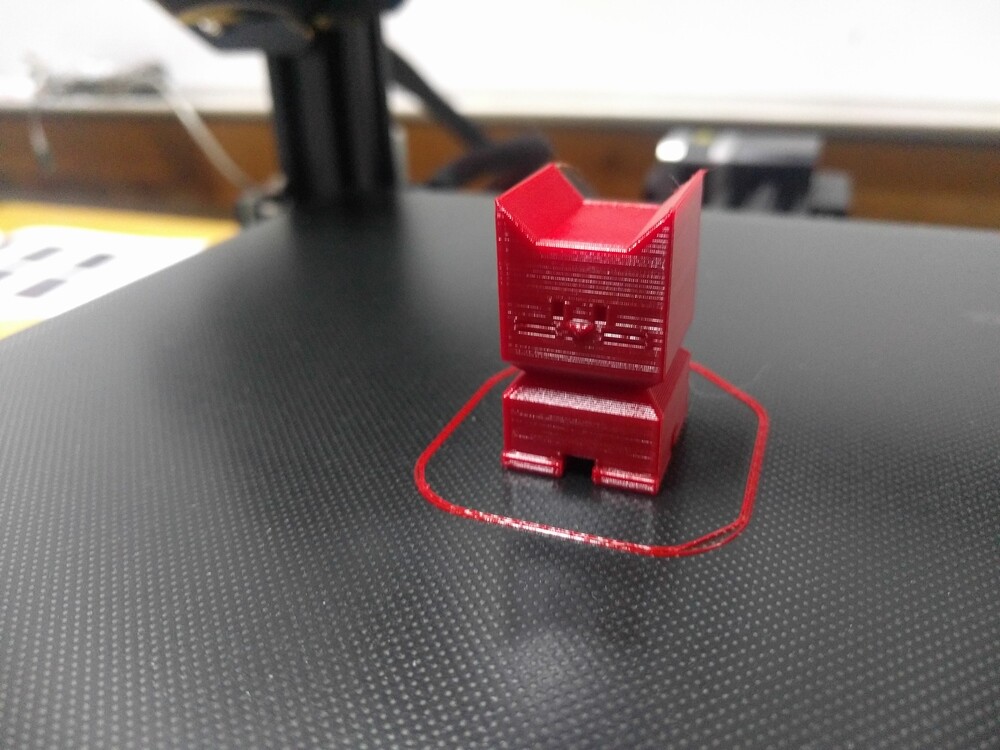
I’m… not often left so pleasantly surprised. Total defaults, stock settings, first attempt and printing anything and this is the result? This is awesome!
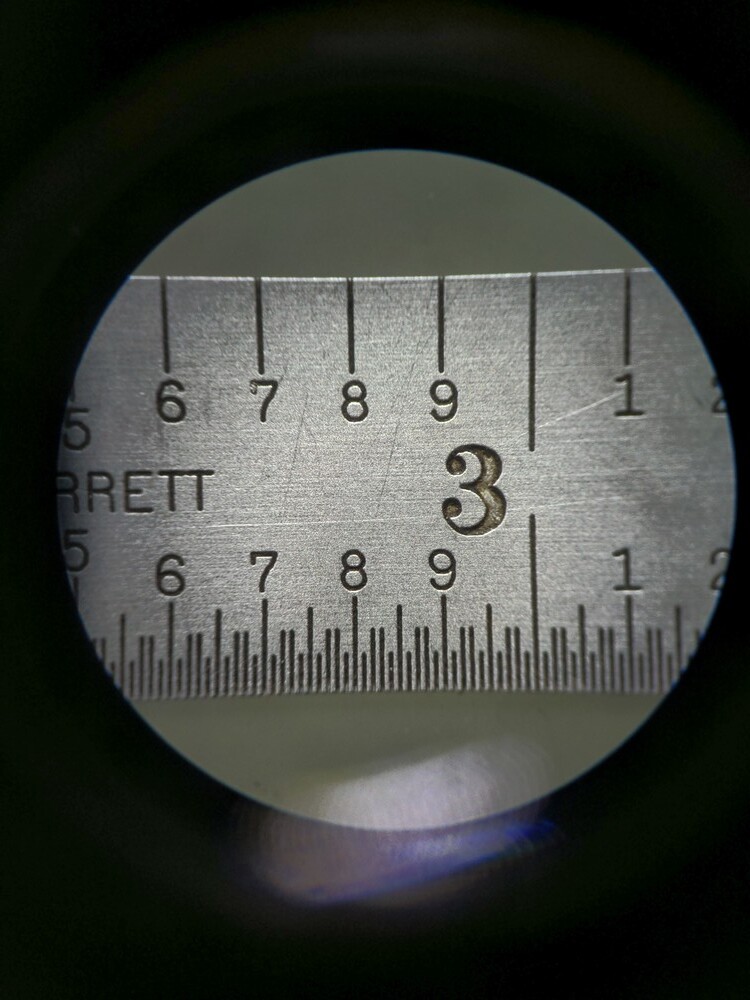
Shown above is a ‘Calicat’, short for calibration-cat. It has a head that’s 20mm x 20mm, a tail that’s 5mm x 5mm, and all angles are 45 degrees. It’s #1 job is to test printer calibration, verifying that all it’s features on each axis do indeed turn out to be the dimensions listed. Since that seems to be just fine out of the box, I’m now printing a growing army of the little guys. It’s a terrific item for testing materials and settings. Different speeds, different temperatures, all the hundreds of changeable settings in a slicer program can be experimented with and tested to see how it might change surface finish, accuracy, layer strength, etc.
So I’ve since bumped up temperatures, and I’ve bumped up feed rates, and I’ve been printing stuff pretty constantly just trying to get an intuitive feel for the interactions of such settings, and a general idea of the strength of parts at their various settings.
So what does a machinist want with a toy printer?
Well I think the short answer is it’s not a toy. It can print toys if you want, but this is definitely a tool. A tool that can print more capable, structural, functional components than I realized even before I bought the thing. Sure, it can’t do everything. I’m perhaps rather more used to that than most people; for every manufacturing technology and tool has it’s strengths and limitations. The key to good design is to be keenly aware of all these, and design parts that do what you need around the limitations of the tools you have available.
Much as I love all things made of metal, I can’t deny that plastic is sometimes the superior material. For weight, impact resistance, or electrical/thermal isolation plastic has it’s place. I look forward to exploring ideas and expanding my CAD skills at the same time.
As it stands I’ve got 3 major interests in making things with this printer:
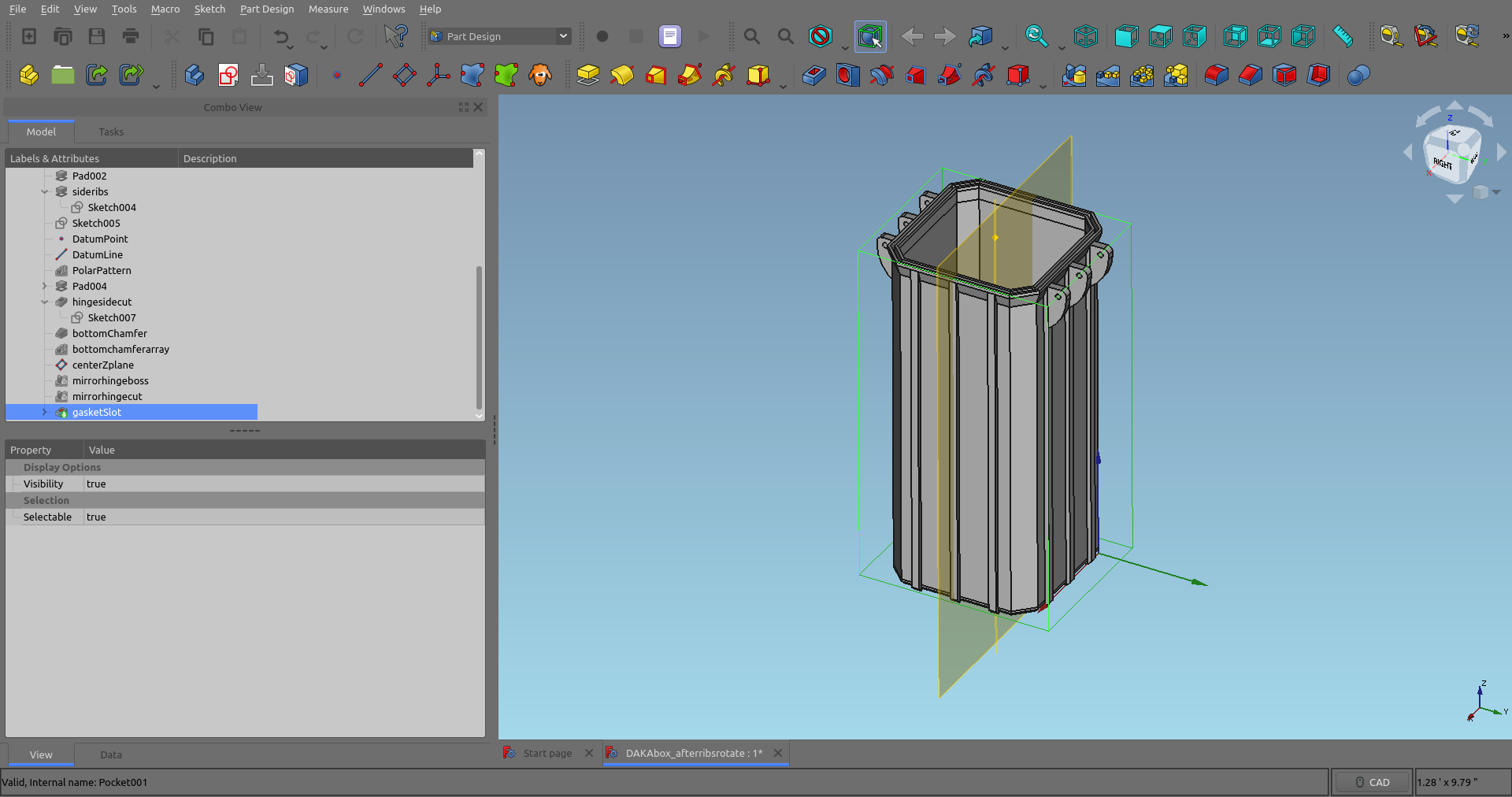
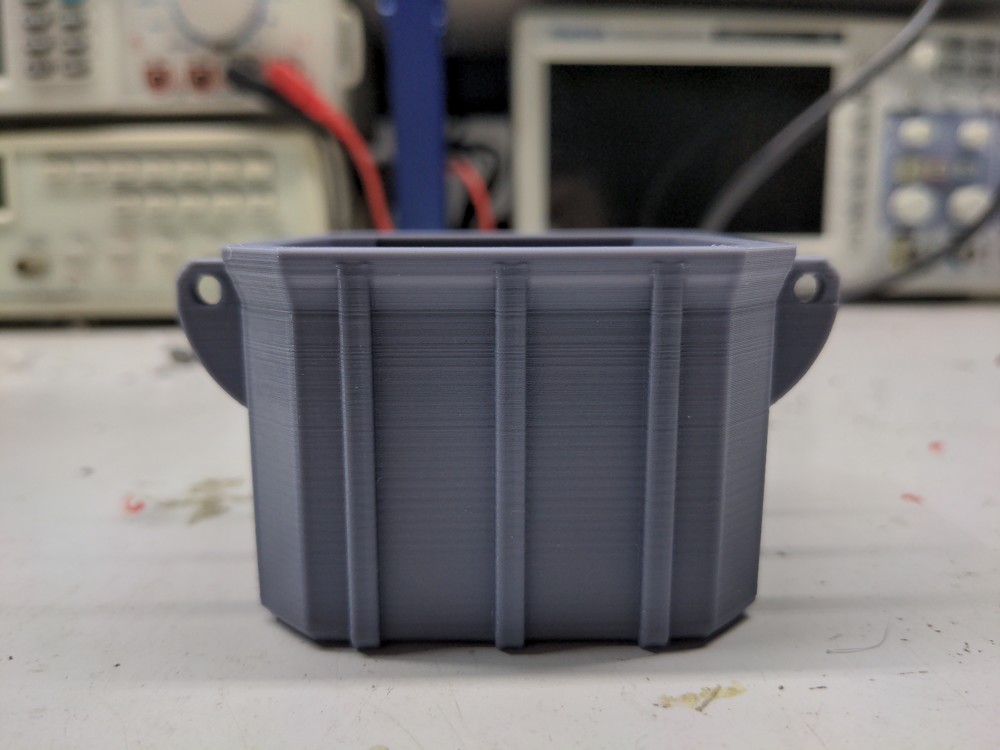
- Electronics enclosures: Totally custom enclosures and housings for my totally custom PCB electronics projects. How could I resist that?
- Compliant mechanisms: Given the flexible nature of plastic, there’s some designs floating around of parts that perform some kind of spring or cam-like function without any external parts. The printed object is the spring. I find this capability quite interesting.
- Hybrid designs: Having access to more metalwork tooling that most I’ve got a growing list of ideas for hybrid mechanisms. The kinds of parts and projects that might just be impossible or too difficult to machine purely out of metal, but might be made good enough (or perhaps better) with the right design of say, a 3D printed frame or shell; to be reinforced or supported by much easier to machine metal parts. Parts that provide bearing surfaces, stiffness, joint reinforcements and so on.
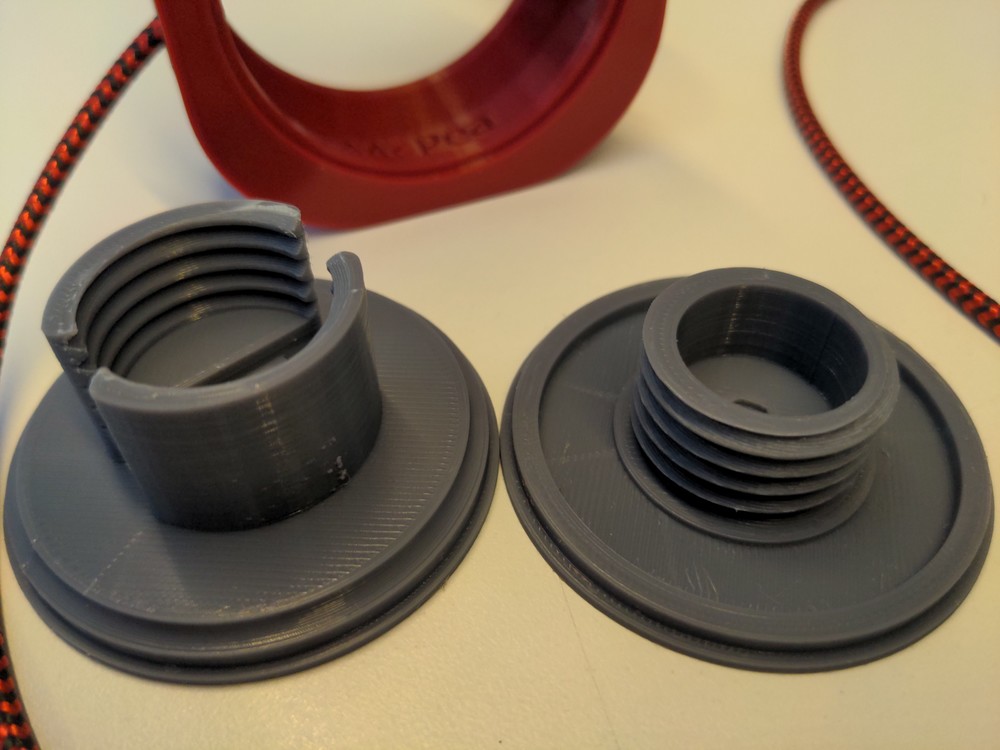
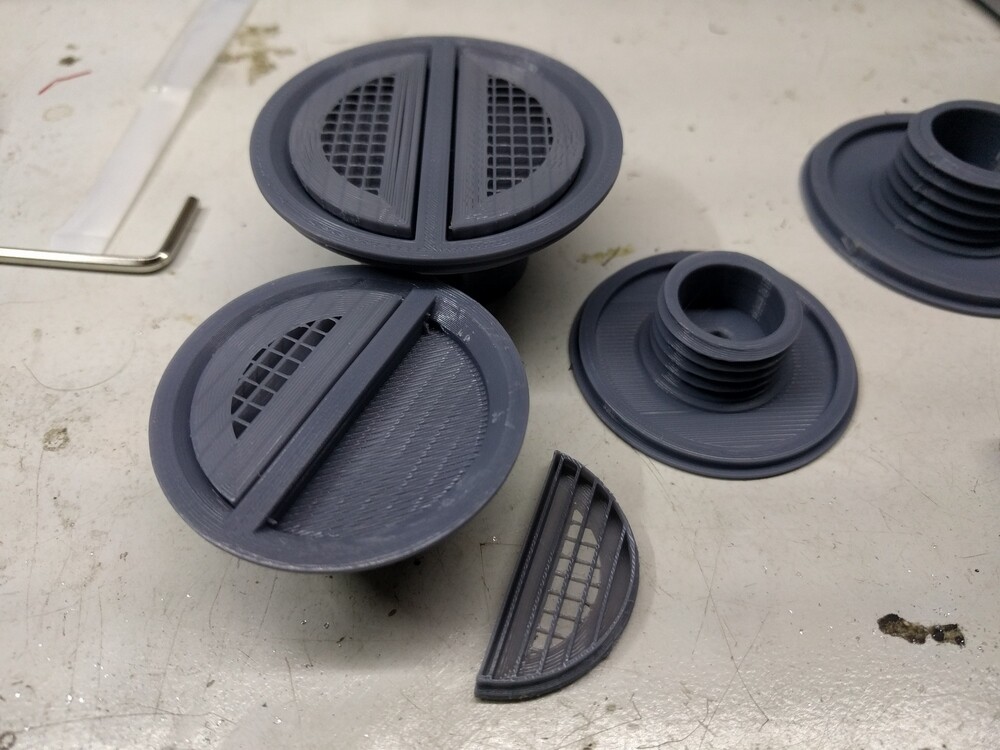
Back to more testing with red PLA+ material
Besides tuning the machine, I’m learning a lot about design printing already designed parts. Snap enclosures, friction fit lids. I can measure and copy such design features and apply them to my custom creations with ease. Should be a lot less trial-and-error design changes needed with that.
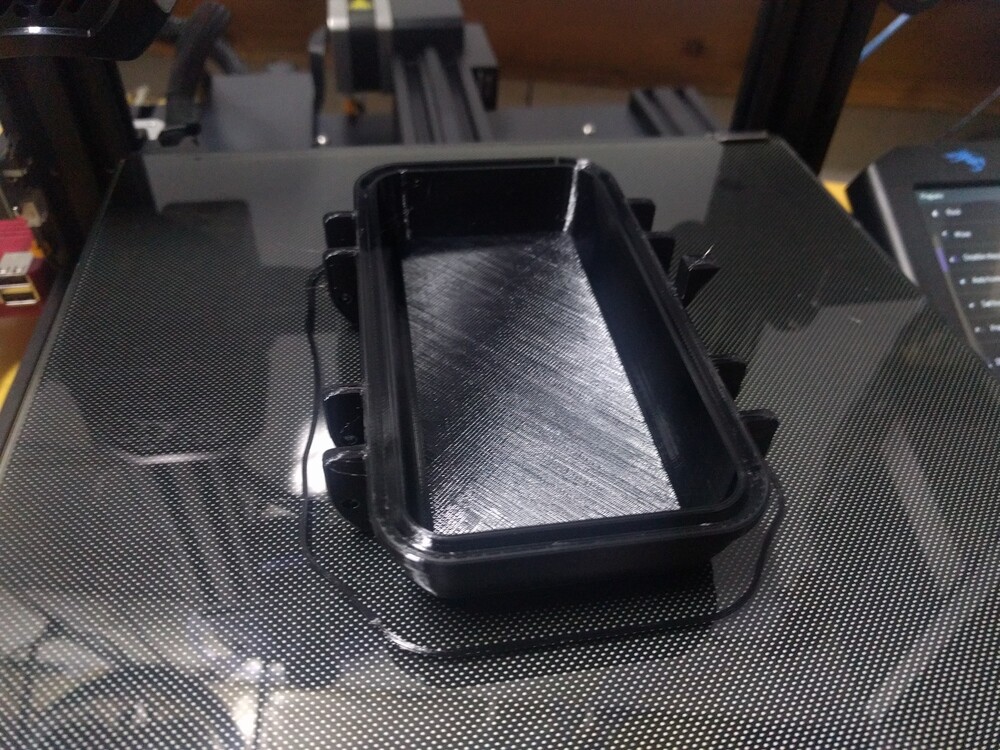
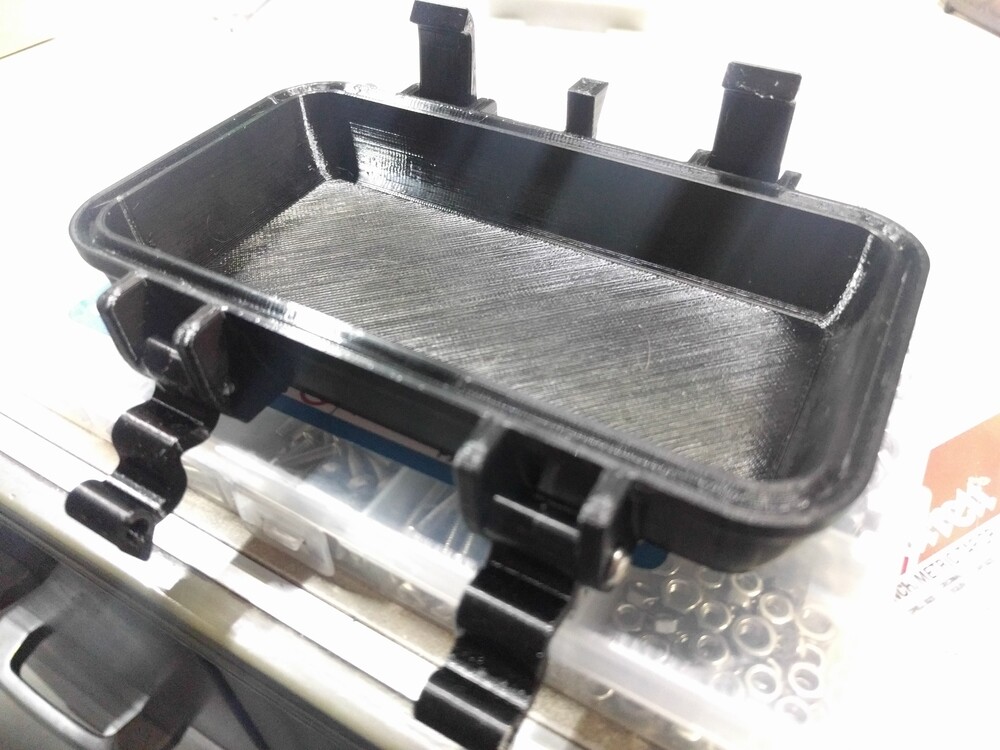
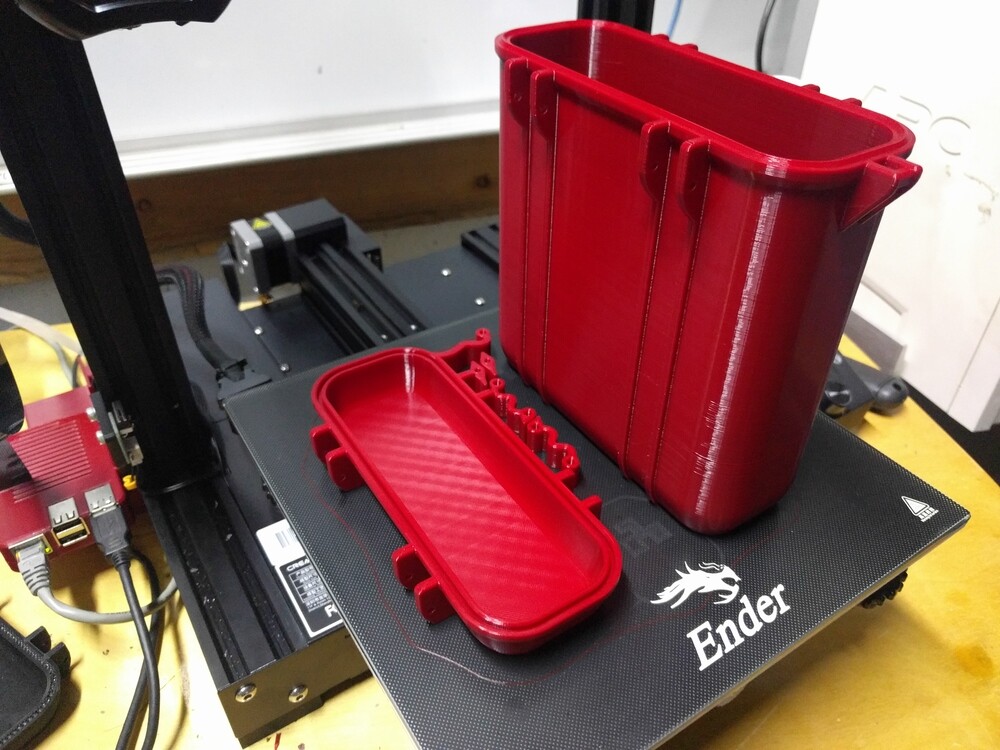
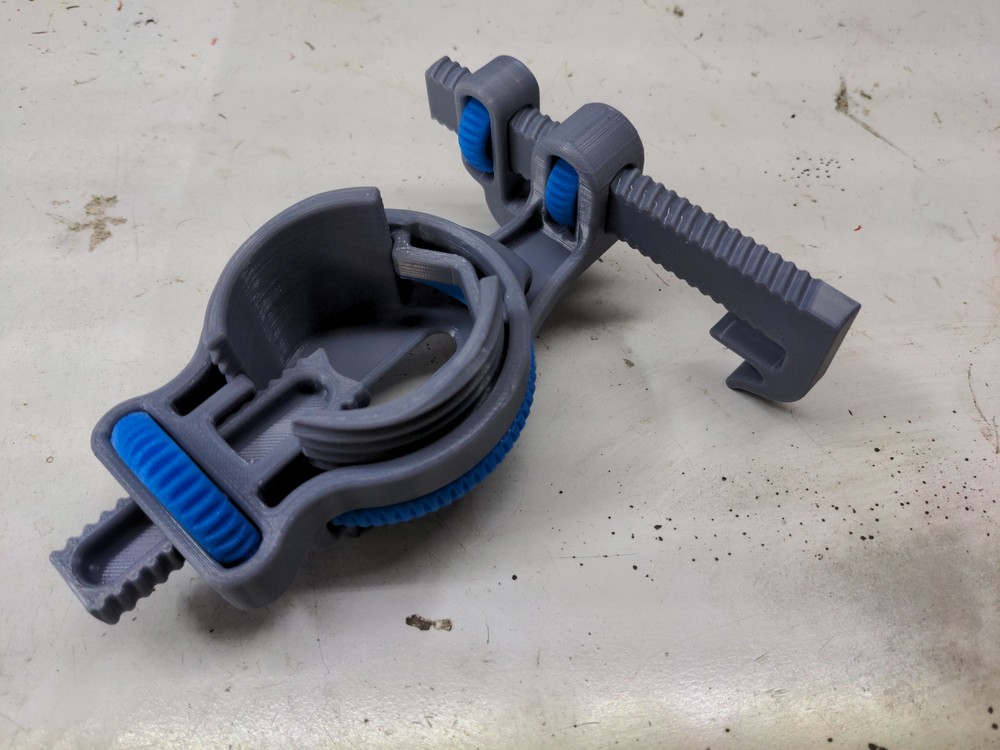
Here is the first compliant mechanism, a carabiner, and just a storage case for 18650 cells. The gate isn’t super snappy, but it is it’s own spring to close it. Sure, it’s not a rock climbing carabiner- a molded polycarbonate carabiner wouldn’t be either. I’d say it would very adequately handle at least 10 pounds on it, probably more.

Next we have a Raspberry Pi case. This one felt great. Snaps together in two halves, wouldn’t know that feeling from a molded case. This one is now hanging off the side of the printer, running OctoPi for remote management and monitoring [more on that later]. Bracket for the camera will be made soon.

Man, PLA+ is proving pretty easy out of the box. I’m excited to try some PETG already (higher temperature resistance, better flexibility without permanent deformation). How hard could this be?

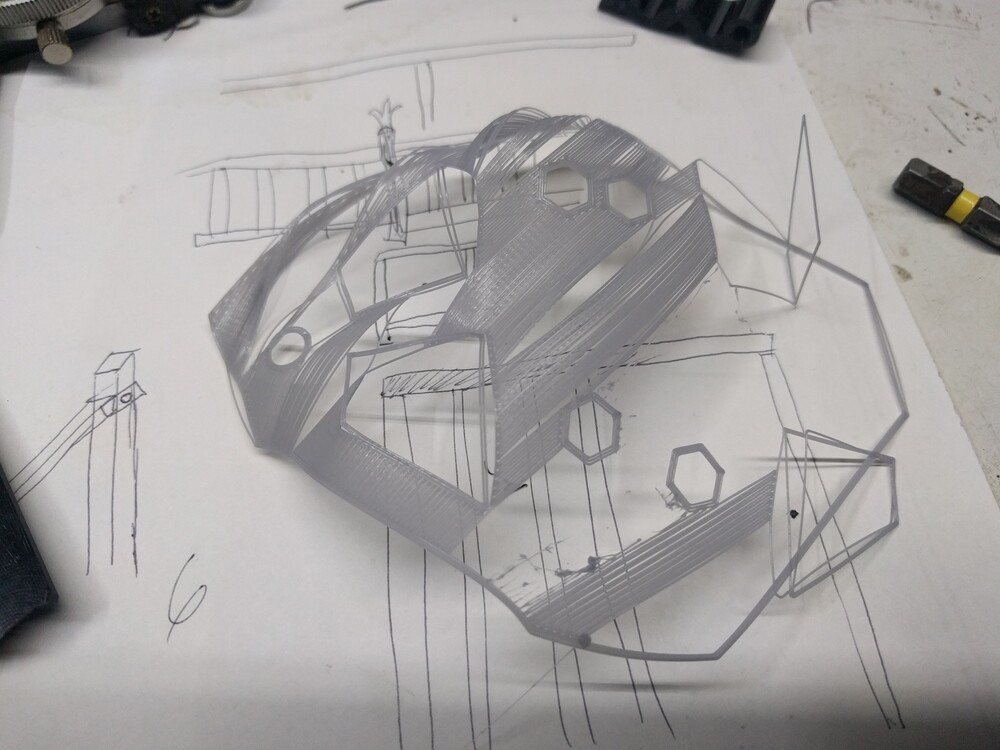
Oh…
Well alright, I’ll have some more impressive parts to show off after I solve some adhesion issues. Not doing very big parts yet. Going to get more confident things are working good before I turn the thing loose with 12+ hour long print jobs.
It’s still early days yet. I’ve got some parts CAD-ed to start my custom projects, and I will be documenting the results here. I’ve already got a few more parts done and settings to test and will post them up soon. In the meantime I’d love to hear ideas or questions; I’ll share what I know.